1800 mm MAG robot za zavarivanje za zavarivanje debelog ugljičnog čelika




Karakteristike
-Robotska ruka:
- Proces lijevanja pod pritiskom, aluminijska ruka, lakši i fleksibilniji
- Unutrašnje žice i terminali robota su proizvedeni od strane vodećih svjetskih poznatih brendova: DYEDEN, TAIYO, kao i ABB i Fanuc.
- Vrhunski kineski brend kontrolera, motora i reduktora.
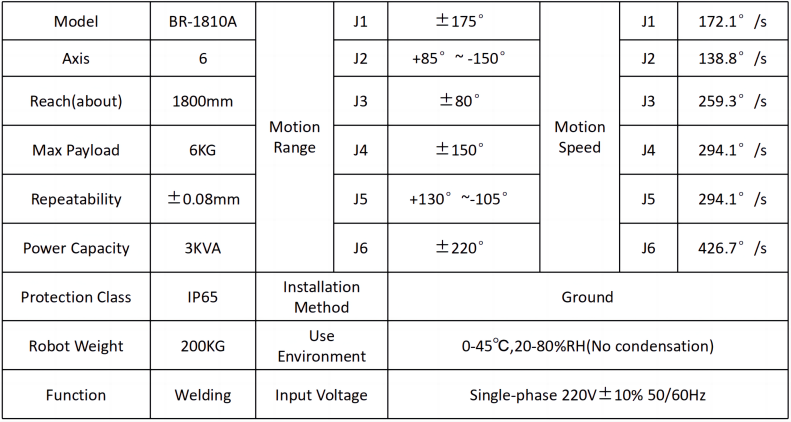
BR-1810 MIGrobot za zavarivanjeparametri su prikazani kao što je prikazano u nastavku:
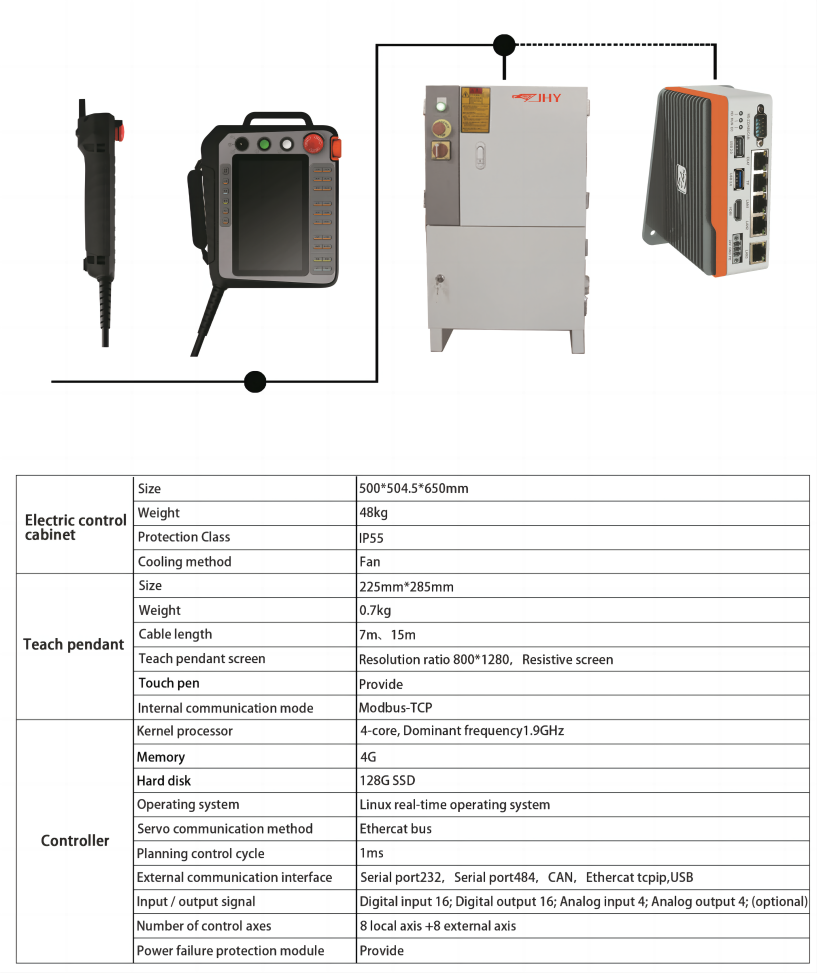
-JHYrobot za zavarivanjesistem upravljanja:
-Aparat za zavarivanje: MEGMEET Artsen CM500
- Tehnologija invertera kontrolirana digitalnim mikroprocesorom;
- Sinergijska kontrola MIG/MAG CO2 procesa zavarivanja;
- Stabilno zavarivanje sa dužinom izbočenja do 30 mm;
- Postizanje stabiliziranog vertikalnog zavarivanja prema gore pri 150A sa punjenom žicom i setom međusobnih kabela od 50 m.
- Radni ciklus 500A 100% pri 40°C
- Dokazano iskustvo u teškoj industriji od 2014. godine;
- Visoka tolerancija na fluktuacije ulaznog napona (25%+/-);
- Zaštita PCB-a i dodavača žice od vibracija, udara, vlage i slanog zraka.
-Plamenik za zavarivanje:
- Vodeno hlađenje sa visoko osjetljivim uređajem protiv sudara, znatno produžava vijek trajanja gorionika.
-Pozicioner za zavarivanje i robotska hodna šina
- Pozicioneri za zavarivanje sa 1, 2 i 3 osi su opcionalni. Nosivost i veličina radnog stola mogu se prilagoditi prema zahtjevima.
- Šina za hodanje robota može se prilagoditi zahtjevima kupca. Dužina 3/6/9/12M. Nosivost: 500/1000KG.
-Održavanje mašine je jednostavno i lako za rukovanje, a projektovani vijek trajanja je veći od 10 godina
Obraćanje pažnje na svaki detalj čini JHY robota boljim
Napišite svoju poruku ovdje i pošaljite nam je


